陶瓷以其高强度、高硬度、耐磨损、耐腐蚀等优异的机械性能和化学稳定性能,广泛应用于能源化工、航天航空和医疗健康等领域。但也由于其高强度、高硬度和脆性大,造成高精度、复杂结构件加工困难、加工成本高且效率低下。陶瓷光固化增材制造技术以其成型精度高,突破结构设计限制等优点,在制备个性化复杂结构陶瓷件方面具有很大潜力。
陶瓷光固化技术属于一种湿法成型技术,即将陶瓷与预混液混合制成陶瓷浆料,浆料成型生坯后经过脱脂烧结过程制得陶瓷样件。陶瓷光固化浆料组成对后续固化成型和脱脂烧结性能有较大影响。陶瓷光固化浆料是将陶瓷粉与光敏树脂、光引发剂、分散剂等助剂混合制成。光敏树脂体系主要包括 水基光敏树脂、自由基聚合型的不饱和聚脂和丙烯酸系树脂、自由基加成聚合型的硫醇 /烯树脂 等。周伟召等以水凝胶材料 体系为基础,研究了水基光固化陶瓷浆料与光固化陶瓷性能的关系。水基光固化陶瓷浆料虽然具有粘度低,容易清洗,利于制备高固含量的陶瓷浆料等优点,但是光固化成型的生坯强度较低,样件的成型过程易受影响,因此研究者不多。目前,陶瓷光固化浆料研究以丙烯酸系光敏树脂为主。王文俊等以 1, 6-己二醇二丙烯酸酯( Hexamethylenediacrylate , HDDA)和季戊四醇四丙烯酸酯( Pentaerythritol Tetraacrylate , PET4A)通过光固化的方法制作的氧化锆 986MPa。 Emil Johansson等以乙氧化 1, 6-己二醇二丙烯酯( E thoxylated(2) 1,6-hexanediol diacrylate, HDEODA) ,双(三羟甲基丙烷)三丙烯酸酯(D i(trimethylolpropane) tetraacrylate, DiTMPTA ), 二季戊四醇五 /六 -丙烯 酸酯(D ipentaerythritol penta-/hexa-acrylate, DPHA )等为原料,研究了树脂组分对陶瓷光固化样件 缺陷形成的影响,制备出相对密度接近 99%的氧化铝制件。硫醇 /烯树脂具有粘度低,聚合收缩小 等优点,有利于光固化浆料的制备和打印尺寸精度的控制。但是 对于硫醇 /烯树脂用于陶瓷光固化的研究,暂无相关报道。
本文在丙烯酸酯类光敏树脂制备的光固化氧化锆陶瓷浆料的基础上,改变浆料中固化树脂组成,换用硫醇 /烯光敏树脂,制备出硫醇 /烯光固化氧化锆陶瓷浆料,并从浆料粘度、打印件生坯强度和烧结件强度对比研究了 2种光固化陶瓷浆料的性能。
通过实验数据得出, 3%mol氧化钇稳定的氧化锆( 3Y-TZP) , 平均粒径 500-600nm(广东东方锆业有限公司); 1, 6-己二醇二丙烯酸酯 (Hexamethylenediacrylate , HDDA)、三羟甲基丙烷三丙烯酸酯 (Trimethylolpropane triacrylate , TMPTA) 、季戊四醇四 -3-巯基丙烯酸酯 ( Pentaerythritol Tetra(3-mercaptopropionate) , PETMA)、 1-羟基环己基苯甲酮( 184) 、聚乙二醇( PEG200)(上海阿拉丁生化科技有限公司); BYK 2118(昆山玳权精细化工科技有限公司) 。
将 1, 6- 己二醇二丙烯酸酯 (HDDA)、三羟甲基丙烷三丙烯酸酯( TMPTA)、 PEG200和分散剂 BYK2118按照一定比例混合配制成预混液;然后将氧化锆陶瓷粉( 3Y-TZP)添加到预混液中球磨混合均匀制成 45vol%的陶瓷浆料,球磨速度 300RPM,球磨时间 8h;最后向陶瓷浆料中加入光引发剂 1-羟基环己基苯基甲酮( 184),再次球磨 2h后取出分离浆料并将浆料置于真空干燥箱内抽真空 30min,制成 丙烯酸酯系 陶瓷光固化浆料(以下称 HT浆料)。然后上述浆料中 TMPTA换成 PETMA,按照同样的方法同样的比例制得硫醇 /烯光固化陶瓷浆料(以下称 HP浆料)。 2种 陶瓷 光固化浆料制备完成后,使用锥板粘度仪( Brookfield CAP 2000+)测试浆料粘度。
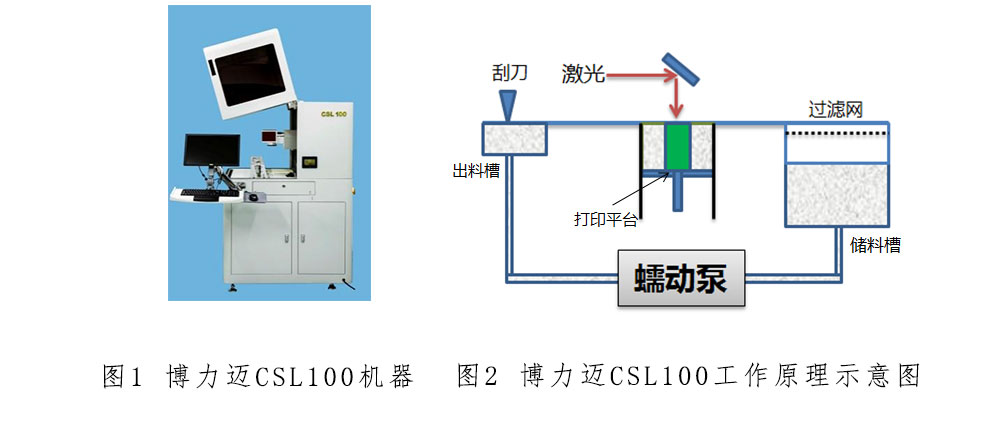
使用 SLA陶瓷打印成型系统( CSL100,昆山博力迈 ,如图 1)成型陶瓷生坯件,该陶瓷 3D打印设备 采用激光上照射、线扫描的方式成型,设备打印成型原理示意图如图 2所示 。陶瓷样品具体成型过程如下:( 1)将制备好的浆料倒入储料槽,打开蠕动泵,将浆料抽送至出料 槽 ;( 2)打开 3D打印成型软件,将样件按比例放大的三维模型导入打印软件并分层切片,设置 打印参数和打印层厚 25nm;( 3)打印 成型过程。打印开始后,刮刀将一层浆料铺满打印平台,激光按照样件分层截面 数据固化浆料,固化完成后,激光关闭;然后打印平台下降一个层厚 25nm,刮刀退回至出料 槽再次将浆料铺送至打印平台,激光再次开启打印第二层。如此循环,直至样件打印完成。
采用同样的打印工艺,分别使用 2种陶瓷光固化材料打印 11个生坯件,生坏尺寸为 30mm*5mm*1.5mm 。打印完成后,使用酒精将生坯样清洗干净。每组 11个样品中, 1个用于热重分析测试, 5个进行生坯强度测试 ,另外 5个脱脂烧结后用于三点弯曲强度测试 。强度测试采用 ISO6872: 2008标准,使用材料万能实验机( HD-B604-S,昆山海达科技有限公司)测试试件三点弯曲强度,两支撑圆柱中心跨距 15mm,十字头运动速度选择 0.5mm/min。
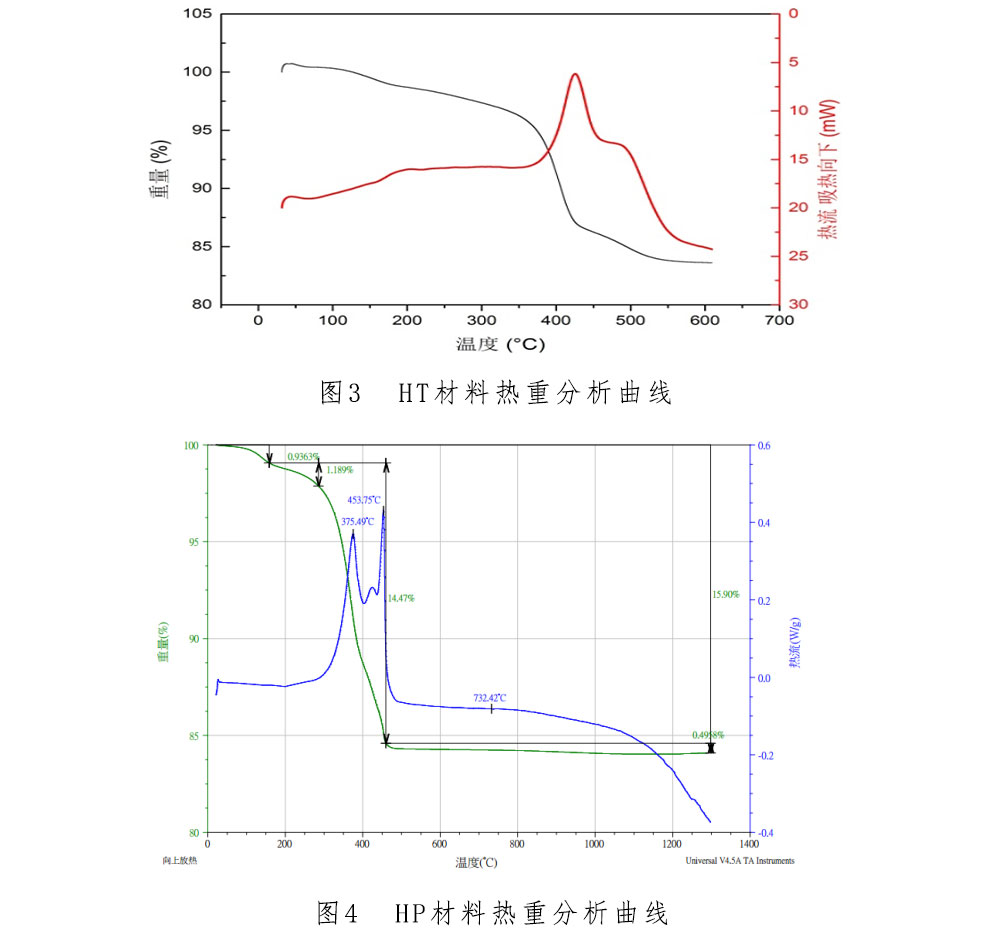
为了优化脱脂升温曲线,防止样件在脱脂过程中发生 开裂和变形,对生坯样进行热重分析。 2种材料的热重分析曲线 分别 如图 3和图 4所示 。根据 TG曲线制定脱脂烧结曲线,分别如下:( 1) HT材料:以 2℃/min的升温速率由室温升至 350℃,接着以 0.5℃/min的升温速率升至 430℃,然后以 1℃/min的速率升至 550℃,最后以 5℃/min的速率升至 1200℃保温 1h后再升至 1500℃烧结并保温 2h。( 2) HP材料:以 1℃/min的速率升至 300℃,然后以 0.5℃/min的速率升至 500℃并保温 1h,最后以 5℃/min的速率升至 1200℃保温 1h后再升至 1500℃并保温 2h。脱脂烧结在同一个马弗炉( KSL-1700X,合肥科晶材料技术有限公司)中进行。
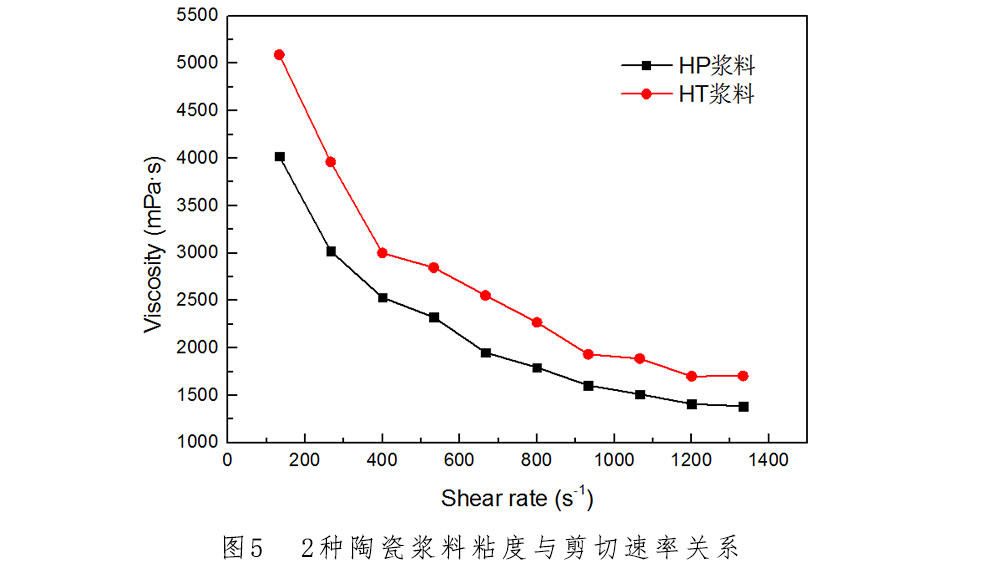
低粘度高固含量的陶瓷浆料在陶瓷光固化中具有优势。与低粘度的浆料相比,高粘度的膏料存在制备困难,膏料中的气泡除去困难,光固化残渣从膏料中分离困难且材料浪费严重等诸多问题 。 CSL100陶瓷光固化设备采用蠕动泵抽送材料, 浆料粘度太大蠕动泵难以抽送, 因此低粘度的浆料与蠕动泵送料系统有更好的适配性。 2种陶瓷光固化浆料的粘度与剪切速率的关系见图 5。从图中可以看出,同样的剪切速率下, HP浆料的粘度比 HT浆料更小,流动性更好,说明硫醇 /烯有利于改善氧化锆陶瓷浆料的粘度 。这可能是因为硫醇与氧化锆陶瓷表面相互作用,对氧化锆陶瓷起到了一定的分散作用 [11] 。同时,粘度减小有利于进一步提高陶瓷 浆料固含量。另外, 2种陶瓷光固化浆料都呈现典型的剪切稀化现象 ,有利于陶瓷光固化浆料的铺展。CSL100设备 刮刀对浆料剪切速率在 600 s-1 ~ 800s -1 ,此时 2种浆料粘度均在 2500mPas以下,浆料的流动性 能够保证浆料在固化层上铺展均匀,从而减少固化生坯缺陷,提高生坯烧结性能。
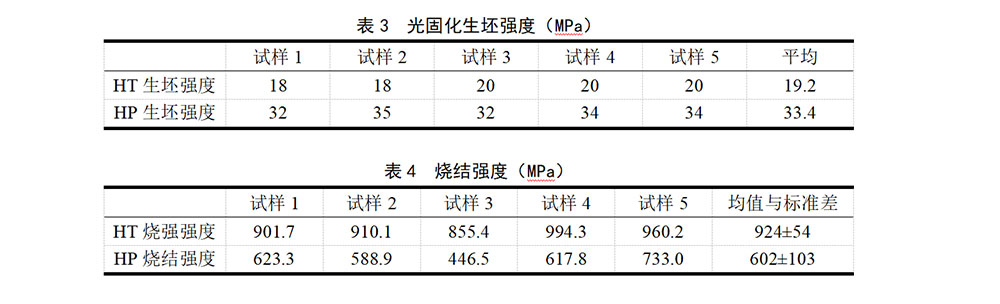
对比 2种浆料光固化生坯强度(见表 3)可以发现, HT浆料和 HP浆料的固化生坯平均三点弯曲强度分别为 19.2MPa和 33.4MPa,后者固化生坯强度明显高于前者。这是因为丙烯酸类树脂在光聚合时由于氧的阻聚作用,在固化后的生坯中仍然残留未固化的单体,而空气对硫醇 /烯树酯的固化没有阻聚作用,因此固化程度更大,生坯强度更高。
2种浆料打印 后 烧结强度见表 4。 HT浆料打印烧结强度为 924±54MPa, HP浆料打印烧结强度为 602±103MPa。烧结强度结果显示,相对 HT浆料, HP氧化锆光固化浆料烧结强度较小且强度分布范围较宽 ,其最小为 446.5MPa,最大为 733MPa。其原因可能为:( 1) HP浆料固化生坯内应力较大,脱脂烧结过程中应力集中释放导致缺陷产生;( 2)光固化打印工艺参数不匹配。 HP浆料在 HT浆料的基础上改变了树脂成分,材料组成改变而打印参数没变,导致固化生坯内部产生缺陷;( 3) HP陶瓷光固化浆料组分设计不合理。因此,改善 HP浆料的烧结强度需要对材料组成、打印工艺、脱脂烧结等过程进行优化。
本文从浆料粘度、打印件生坯强度和烧结件强度对比研究丙烯酸酯系光固化氧化锆陶瓷浆料和硫醇 /烯光固化氧化锆陶瓷浆料的性能。从浆料 粘度 性能来看,使用硫醇的氧化锆陶瓷浆料粘度更小,为进一步提高固含量 、提高脱脂效率 提供了可能。从最终烧结性能来看,使用硫醇 /烯类树脂的陶瓷光固化浆料的烧结强度平均值在 602MPa ,最大值为 733MPa ,经过材料和工艺优化后 烧结性能 有巨大提升空间。总体来说,硫醇 /烯类光敏树脂在陶瓷光固化增材制造领域仍然有巨大潜力 。