![]()
![]()

![]()
R
Accepted: 17 June 2022
eceived:2 May2022
DOI:10.1111/jopr.13565
ORIGINAL ARTICLE
SurfaceCharacteristicsandFlexuralStrengthofPorous-Surface
DesignedZirconiaManufacturedviaStereolithography
1 Department of Prosthodontics, Peking University School and Hospital of Stomatology & National Center of Stomatology & National Clinical Research Center for Oral Diseases & National Engineering Laboratory for Digital and Material Technology of Stomatology & Beijing Key Laboratory of Digital Stomatology & Research Center of Engineering and Technology for
Computerized Dentistry Ministry of Health & NMPA Key Laboratory for Dental Materials, Beijing, China
2 Foshan (Southern China) Institute for New Materials, Guangdong, China
3 Center of Digital Dentistry, Peking University School and Hospital of Stomatology, Beijing, China
4 National Engineering Laboratory for Digital and Material Technology of Stomatology, Research Center of Engineering and Technology for Digital Dentistry, Beijing, China
Correspondence
Lei Zhang, DDS, Department of Prosthodontics, Peking University School and Hospital of Stomatology; No. 22, Zhongguancun South Avenue, Haidian District, Beijing, 100081, PR China. E-mail: drzhanglei@yeah.net
Authors Quanquan Ma and Qian Ding contributed equally to this work.
Funding information
Guangdong Basic and Applied Basic Research Foundation, Grant/Award Number: 2019A1515110889; Capital Health Research and Development of Special Fund, Grant/Award Number: 2020-2-4104; Natural Science Foundation of Beijing Municipality, Grant/Award Number: 7192233
Abstract
Purpose: To design and fabricate zirconia bars with porous surfaces using stereolithog- raphy and evaluate their surface characteristics and flexural strengths.
Materials and Methods: Five groups of zirconia bars (20 mm × 4 mm × 2 mm) with interconnected porous surfaces were designed and manufactured: (i) 400- µm pore size and 50% porosity (D400-P50 group), (ii) 400- µm pore size and 30% porosity (D400- P30 group), (iii) 200- µm pore size and 50% porosity (D200-P50 group), (iv) 200- µm pore size and 30% porosity (D200-P30 group), and (v) 100- µm pore size and 30% porosity (D100-P30 group). Zirconia bars without a porous surface (NP) were used as controls. The surface topographies and pore structures were investigated using scanning electron microscopy and three-dimensional laser microscopy. The printed porosity was calculated using the Archimedes method. Fifteen specimens from each group were sub- jected to a three-point bending test according to the ISO 6872:2015 standard. A Weibull analysis was performed, and the fractured surfaces were examined using scanning electron microscopy.
Results: Zirconia bars with porous surfaces were designed and successfully man- ufactured. The designed pore size, porosity, and shape of the printed pores were approximately achieved for all the porous surfaces. The flexural strength of the con- trol group was significantly higher than those of the groups with porous surfaces (p < 0.001). For the same porosity, groups with a pore size of 400 µm exhibited a lower flexural strength than the other groups (p<0.001). Additionally, for the same pore-size design, the flexural strengths of group D400-P50 and D400-P30 exhibited no significant differences (p = 0. 150), while the flexural strengths of D200-P30 were significantly higher than that of the D200-P50 group (p = 0.043). The control group and D400- P50 group had higher Weibull moduli than the other groups. The fractography of the specimens with porous surfaces indicated more than one crack origin, mainly owing to defects, including pores and cracks.
Conclusion: Zirconia bars with porous surfaces were successfully designed and fabricated using the stereolithography technique. Although porous surfaces may be advantageous for osteogenesis, the porous-surface design can reduce the flexural strength of the printed zirconia bars. By reducing the pore size, controlling the porosity, and improving the printing accuracy, a higher strength can be achieved.
KEYWORDS
Additive manufacture, flexural strength, porous surface, stereolithography, zirconia
|
| |
|
| MA ET AL |
Yttria-stabilized tetragonal zirconia polycrystal (Y-TZP)— a high-strength zirconia ceramic—has become an attractive material for dental implants.1–4 The surface microstructure of zirconia implants may be key to improving the osseointegra- tion ability.5 Most previous works claim that porous surface with pore sizes between 100 and 400 µm and porosity higher than 30% are favorable for osteointegration.6,7
Three-dimensional (3D)-printing, as a method of a 3D object creation through layer-by-layer additive manufactur- ing, has been widely investigated because of its potential in ceramic processing.8,9 Stereolithography (SLA), in which an object is fabricated via point-by-point polymerization of a photocuring material using an ultraviolet laser, is one of the most commonly used techniques.10,11 With suitable ceramic slurry, appropriate laser parameters and sintering process,12–15 it can provide zirconia features with high pre- cision and good surface quality.14,16–20 Therefore, it was expected that this technique can be used to create a dental implant with a complex microstructure, such as a porous sur- face with a controlled pore size and porosity, which cannot be achieved with conventional techniques.21,22 Metal dental implants with porous surfaces and dense cores were recently reported to have the advantages of weakening the stress- shielding effect on the surrounding bones and improving osseointegration with long-term stability.23–25 However, zir- conia with a porous surface and dense core has not been reported.
Dental restorations require adequate flexural strength to ensure they are permissible for clinical use and have enough durability under occlusal forces. The flexural strength of SLA-fabricated zirconia ceramics is closely related to the ceramic suspension, processing parameters, phase transfor- mation, density, and internal and surface defects.9,26–28 The effects of the porous design on the mechanical properties of zirconia components remain unclear.
The objectives of this study were to design zirconia bars with porous surfaces and dense bases of different pore sizes and porosities using the SLA technique and to evaluate their surface characteristics and flexural strengths. The null hypothesis tested was that the porous surface, pore size, and porosity did not affect the flexural strength of zirconia.
MATERIALS AND METHODS
Design and fabrication of zirconia specimens
Five groups were designed according to different pore size and porosity: (i) 400- µm pore size and 50% porosity (D400-P50 group), (ii) 400- µm pore size and 30% porosity (D400–P30 group), (iii) 200- µm pore size and 50% porosity (D200-P50 group), (iv) 200- µm pore size and 30% poros- ity (D200-P30 group), and (v) 100- µm pore size and 30% porosity (D100-P30 group).
The design process for the porous surface is shown in Figure 1. First, a pore cell unit with porosity of 50% (Fig 1a) and 30% (Fig 1b) was created by Boolean operation respec-
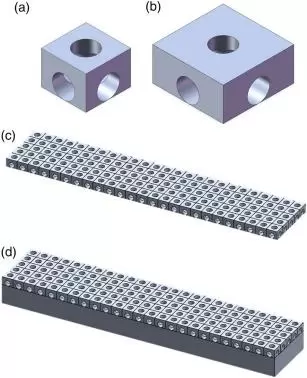
FIGURE 1 The design process of porous surface. (a) Pore cell unit for the volume fraction of 50%; (b) pore cell unit for the volume fraction of 30%; (c) tiling the pore cells to form a porous layer; and (d) adding a cuboid beneath the porous layer to obtain zirconia bars.
tively. Afterwards a porous layer with a length of 20 mm and width of 4 mm was formed by tiling the pore cells from the center to the periphery (Fig 1c). Then, a cuboid was added beneath the porous layer to obtain zirconia bars of the same size of 20 mm × 4 mm × 2 mm (Fig 1d). Finally, the mod- els were processed using Materialize Magics 22 software (Materialize, Leuven, Belgium).
All zirconia bars were fabricated using a zirconia slurry provided by PORIMY via SLA printer (CSL- 100; PORIMY Co., Kunshan, China). It contained of 49 vol% Y-TZP par- ticles and photosensitive acrylic resin mixture. To eliminate the influence of scattering effect on the porous structure,12,29 a boundary compensation of 50 µm was applied.30 After the specimens were printed, the uncured slurry on the surface and inside the pores was cleaned by air compressor. Subsequently, the green bodies were converted into zirconia components via organic burnout at 350◦ C to 550◦C for 22 hours<span style="letter-spacing: 0.7